
打造面向能源多元融合的分布式氢能生态系统


PEM制氢技术
PEM(质子交换膜)制氢技术是电解水制氢的重要分支,凭借高效、灵活、环保的特性,成为当前绿氢产业发展的核心技术之一。其以质子交换膜为电解质,在电场作用下将水分子分解为氢气和氧气,反应过程无需额外添加酸碱电解质,产物纯度高且环境友好。
该技术的核心优势显著。其一,响应速度快,启动时间仅需数分钟,能精准匹配风电、光电等可再生能源的波动性输出,有效解决新能源消纳难题。其二,制氢效率高,当前主流 PEM 电解槽的能量转化效率可达 70%-80%,远超传统碱性电解水制氢技术。其三,系统集成度高,设备体积小、结构紧凑,适合分布式制氢场景,可灵活部署于工业园区、交通枢纽等用氢终端。
PEM 制氢系统的关键组件包括质子交换膜、催化剂、双极板等。质子交换膜需具备优异的质子传导性和化学稳定性,目前主流产品依赖全氟磺酸膜材料;催化剂多采用铂基贵金属材料,虽催化活性高,但成本较高,是技术规模化应用的核心瓶颈;双极板则需兼顾导电性、耐腐蚀性和轻量化,石墨基、金属基材料是当前的主要研发方向。
在应用场景方面,PEM 制氢技术已广泛适配多元需求。在新能源消纳领域,与风光电站配套建设制氢项目,将富余电力转化为氢能储存;在交通运输领域,为燃料电池汽车提供高纯度绿氢,助力交通领域脱碳;在工业领域,替代传统化石能源制氢,应用于化工、钢铁等行业的低碳生产。
当前,全球 PEM 制氢技术正处于快速发展阶段,各国纷纷加大研发投入,推动催化剂非贵金属化、膜材料国产化以及设备大型化。随着技术迭代与产业链成熟,PEM 制氢成本持续下降,未来将在 “双碳” 目标引领下,与可再生能源深度融合,成为构建新型电力系统、实现能源结构转型的关键支撑技术。
AEM制氢技术
AEM(阴离子交换膜)制氢技术是近年快速崛起的电解水制氢技术分支,以阴离子交换膜为核心电解质,凭借 “低成本 + 高兼容性” 的双重优势,成为衔接传统碱性电解与高端 PEM 电解的关键桥梁,为绿氢产业规模化降本提供了全新解决方案。其核心原理是通过阴离子交换膜传导 OH⁻,在电场作用下将水分子分解为氢气与氧气,反应过程无需依赖贵金属催化剂,且产物纯度可达 99.99% 以上,兼具环保性与经济性。
从技术特性来看,AEM 制氢的核心优势集中在成本控制与场景适配两方面。相较于依赖铂基催化剂的 PEM 制氢,AEM 制氢可采用镍、钴、铁等非贵金属基催化剂,催化剂成本降低 60% 以上,大幅缓解了贵金属资源依赖的瓶颈;与传统碱性电解制氢相比,其以固态阴离子交换膜替代液态电解质,避免了电解液泄漏、腐蚀设备等问题,同时简化了产物分离流程,系统运维成本降低 30% 左右。此外,AEM 制氢对原料水质要求更为宽松,无需高纯度去离子水,可适配工业废水处理后的再生水,进一步降低了前期配套成本。
关键组件的性能迭代是 AEM 制氢技术发展的核心驱动力。其中,阴离子交换膜需同时满足高 OH⁻传导率、耐碱稳定性与低气体渗透率三大要求,当前主流研发方向集中在 hydrocarbon(碳氢)基膜与全氟型膜 —— 碳氢基膜成本低但长期耐碱性能待提升,全氟型膜稳定性强但制备工艺复杂,二者的性能平衡是技术突破的关键;催化剂方面,镍基合金(如 Ni-Fe、Ni-Co)是当前主流选择,通过纳米结构化设计可提升催化活性与寿命,部分产品已实现 10000 小时以上的稳定运行;双极板则多采用表面涂覆耐碱涂层的金属材料(如铝、不锈钢),在保证导电性的同时,解决了碱性环境下的腐蚀问题,设备体积较传统碱性电解槽缩小 40%,更适配分布式场景。
在应用场景层面,AEM 制氢技术展现出极强的灵活性。在新能源消纳领域,其启动时间约 10-15 分钟,可匹配风电、光电的波动性输出,适合与中小型风光电站配套建设分布式制氢站,避免弃电损失;在工业脱碳领域,可直接部署于钢铁、化工等用氢场景周边,利用工业副产电力制氢,替代传统化石能源制氢,降低产业链碳排放;在交通加氢领域,小型化 AEM 制氢设备可与加氢站一体化设计,实现 “制氢 – 储氢 – 加氢” 闭环,减少氢能运输成本。此外,其低成本优势还使其在偏远地区离网制氢、储能调峰等场景中具备竞争力。
当前,AEM 制氢技术正处于商业化初期向规模化过渡的关键阶段。全球范围内,美国 Plug Power、英国 ITM Power 等企业已推出千瓦级至兆瓦级 AEM 制氢设备,中国也在加速布局,中科院大连化物所、清华大学等机构在阴离子交换膜材料研发上取得突破,部分国产膜材料性能已接近国际水平。不过,技术仍面临长期稳定性(如膜材料耐碱寿命、催化剂衰减)、大型化设备集成等挑战。随着材料国产化替代加速、设备产能提升,预计未来 5-8 年,AEM 制氢成本将降至 2 美元 / 公斤以下,成为绿氢产业规模化发展的核心技术之一,为 “双碳” 目标下的能源结构转型提供重要支撑。
SOEC制氢技术
SOEC(固体氧化物电解池)制氢技术是一种基于高温电解水原理的先进绿氢制备技术,凭借 “高转化效率 + 强能源耦合性” 的突出优势,成为应对 “双碳” 目标下大规模绿氢需求的核心技术路径之一。其核心是通过固体氧化物电解质在 700-900℃的高温环境下传导氧离子(O²⁻),将水蒸汽分解为氢气与氧气 —— 在电解池阴极,水蒸汽与电子结合生成氢气和氧离子,氧离子通过电解质迁移至阳极并释放电子,最终形成完整的电解回路,产物氢气纯度可达 99.999% 以上,无需额外提纯即可满足工业级应用需求。
从技术特性来看,SOEC 制氢的核心竞争力集中在能效与能源适配性两方面。相较于低温电解技术(如 PEM、AEM),高温环境大幅降低了电解反应的活化能,使电解效率提升至 65%-85%,较 PEM 制氢(效率 40%-60%)高出 20 个百分点以上;同时,高温运行特性使其能高效耦合低品位能源 —— 可直接利用工业余热(如钢铁、化工行业的高温尾气)、光热发电(CSP)的高温蒸汽或核电高温热源预热原料水,进一步降低电能消耗,若配套余热利用,整体能源利用效率可突破 90%。此外,SOEC 还具备 “电 – 氢 – 电” 双向运行能力,在电网低谷时电解制氢储能,高峰时可切换为 SOFC(固体氧化物燃料电池)模式发电,实现灵活的能源调度。
关键组件的材料性能直接决定 SOEC 系统的稳定性与成本。电解质作为核心部件,需同时满足高温下的高氧离子传导率、化学稳定性与机械强度,当前主流材料为氧化钇稳定氧化锆(YSZ),其在 800℃下氧离子传导率可达 0.1 S/cm,且长期运行稳定性优异;近年来 scandia 稳定氧化锆(ScSZ)因更高的离子传导率(同温度下比 YSZ 高 30%)成为研发热点,但成本较高且抗热震性待提升。电极方面,阴极多采用镍 – 氧化锆金属陶瓷复合材料(Ni-YSZ),兼具催化活性与电子导电性,可高效促进水蒸汽还原反应;阳极则常用镧锶锰氧(LSM)或镧锶钴铁氧(LSCF),前者耐氧化性能强,后者催化活性更高,适用于不同运行温度场景。双极板需耐受高温氧化与腐蚀,主流选择为铬基合金(如 Crofer 22 APU),通过表面涂层(如 MnCo₂O₄)进一步提升抗氧化性,确保长期导电性能。
在应用场景中,SOEC 制氢技术展现出极强的场景适配性。在可再生能源规模化制氢领域,其可与光热电站深度耦合 —— 光热发电提供的高温蒸汽直接作为 SOEC 原料,电能则来自光伏 / 风电,形成 “光 – 热 – 电 – 氢” 一体化系统,大幅降低制氢能耗;在工业脱碳领域,SOEC 可部署于钢铁、炼油厂周边,利用工业副产蒸汽与低谷电力制氢,替代传统化石能源制氢(如煤气化、甲烷裂解),每生产 1 吨绿氢可减少 8-10 吨碳排放;在核能制氢领域,第四代高温气冷堆(如中国 “华龙一号” 衍生堆型)可提供 700-950℃高温热源,与 SOEC 耦合实现高效核能制氢,为无碳氢能供应提供稳定路径。此外,其双向运行特性还可用于电网储能,在风电、光电出力高峰时储存电能为氢能,低谷时发电补能,缓解电网波动。
当前,SOEC 制氢技术正处于商业化示范向规模化应用过渡的阶段。全球范围内,德国西门子能源已建成 1.2 MW SOEC 制氢系统,日本三菱重工与川崎重工联合开发的 500 kW 系统实现连续运行超 1 万小时;中国在材料与设备研发上进展显著,中科院大连化物所开发的 YSZ 电解质薄膜厚度降至 10μm 以下,大幅提升离子传导效率,上海电气、东方电气等企业已推出百千瓦级 SOEC 设备,制氢成本降至 3.5 美元 / 公斤左右。不过,技术仍面临挑战:高温下材料老化(如电极烧结、电解质开裂)导致系统寿命难以突破 5 万小时,大型化设备的热管理与密封技术尚未成熟,核心材料(如 ScSZ、LSCF)成本较高。随着国产材料替代加速、设备集成工艺优化,预计未来 10 年,SOEC 制氢成本将降至 2 美元 / 公斤以下,成为大规模绿氢生产的主流技术之一,为能源结构转型提供关键支撑。

甲醇制氢技术
甲醇制氢技术是一种以甲醇为原料、通过化学转化制备高纯度氢气的成熟技术,凭借原料易获取、装置灵活可控、成本适配性强的优势,成为衔接传统能源与氢能产业的关键过渡性技术,广泛应用于分布式氢能供应与工业用氢场景。
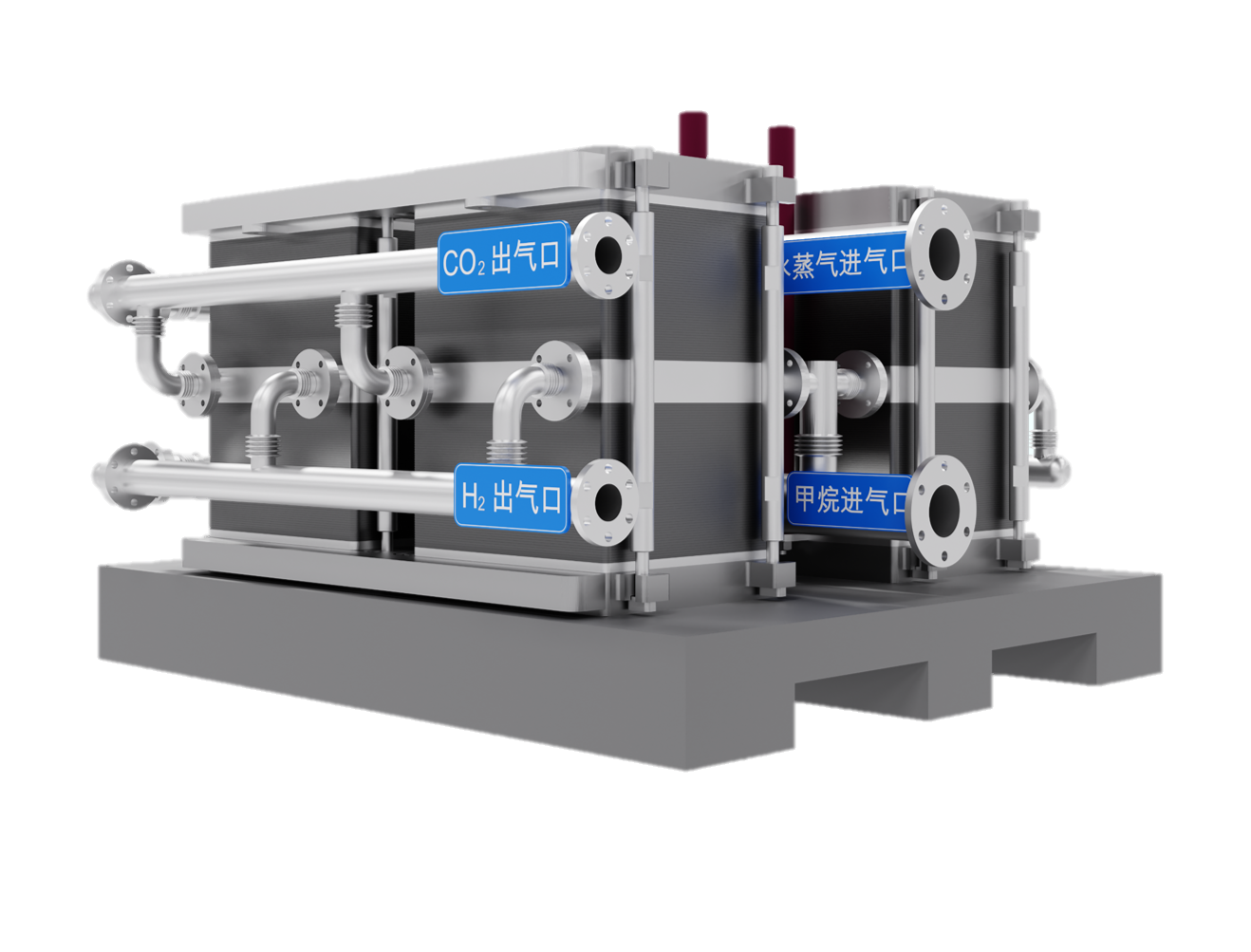
其核心原理基于甲醇的催化转化反应,主流工艺为 “甲醇蒸汽重整法”:在 200-300℃、0.8-2.0MPa 条件下,甲醇与脱盐水按 1:1.2-1.5 的摩尔比混合后,经预热进入装填铜基催化剂(如 Cu-Zn-Al-O)的重整反应器,发生主反应 CH₃OH + H₂O → CO₂ + 3H₂(吸热),同时伴随少量副反应生成 CO(需通过后续 “水煤气变换反应” 将 CO 转化为 CO₂和 H₂,使 CO 含量降至 0.1% 以下)。最终通过变压吸附(PSA)系统提纯,可获得纯度 99.999% 以上的氢气,满足燃料电池、精细化工等高端用氢需求。
从工艺特性来看,甲醇制氢的核心竞争力体现在三方面:一是原料优势,甲醇常温下为液态,运输储存无需高压 / 低温设备,且可通过煤化工、天然气或绿电制甲醇(绿甲醇)实现多元供应,相比气态氢运输成本降低 40% 以上;二是装置灵活性,单套装置规模可从几十 Nm³/h(分布式)到上万 Nm³/h(工业化),占地面积仅为同规模天然气制氢装置的 1/3,启停时间短(2-4 小时),适配间歇性用氢需求;三是能效平衡,虽需消耗一定电能与热能,但通过余热回收(如利用重整反应余热预热原料),系统整体能效可达 70%-80%,且若使用绿甲醇,可实现 “近零碳” 制氢。
在应用场景中,甲醇制氢展现出极强的适配性:在分布式加氢站领域,可直接部署撬装式设备,规避长距离运氢难题,单站日均供氢量可达 500-2000kg,满足 100-400 辆氢能车辆需求;在工业领域,为中小型化工企业(如医药、染料合成)提供按需供氢,替代传统钢瓶氢,降低用氢成本 15%-20%;在燃料电池配套领域,可为数据中心备用电源、船舶氢能动力系统提供现场制氢,解决高压氢储存的安全隐患。此外,其还可与可再生能源结合 —— 利用光伏 / 风电低谷电力制备甲醇,再通过甲醇制氢实现 “电 – 醇 – 氢” 储能,缓解新能源消纳压力。
当前,甲醇制氢技术已进入规模化应用阶段。国内方面,撬装式设备技术成熟度达 95% 以上,单套最大规模突破 5000Nm³/h,制氢成本(以煤制甲醇为原料)约 20-25 元 /kg;全球范围内,日本丰田、德国林德等企业已开发出车载甲醇制氢燃料电池系统,实现 “制氢 – 用氢” 一体化。不过技术仍面临挑战:绿甲醇成本较高(当前约 3000 元 / 吨,是煤制甲醇的 2 倍),制约零碳应用;铜基催化剂易因硫中毒失活,需严格控制原料纯度;高温工况下设备腐蚀问题需通过特种材料(如哈氏合金)解决。随着绿甲醇产能扩张、催化剂寿命提升(目标从当前 8000 小时增至 1.5 万小时),预计未来 5 年,甲醇制氢将成为分布式氢能供应的主流方式,为氢能产业落地提供关键支撑。
ALK制氢技术
ALK 制氢技术(碱性电解水制氢技术)是当前商业化应用最成熟的绿氢制备技术之一,以碱性水溶液为电解质,通过电化学作用将水分子分解为氢气与氧气,凭借设备成本低、运行稳定性高、适配可再生能源的优势,成为衔接风光电与绿氢产业的关键技术路径,广泛应用于工业绿氢供应、储能调峰等场景。
其核心原理基于电解水反应,核心设备为碱性电解槽,主要由阴阳极、隔膜、电解质溶液构成:阳极采用镍基催化剂(如 NiOOH),阴极使用多孔镍催化剂,两者通过石棉或 Zirfon 等碱性隔膜分隔,电解质为 20%-30% 的 KOH 或 NaOH 水溶液。通电后,阴极发生还原反应:2H₂O + 2e⁻ → H₂↑ + 2OH⁻,阳极发生氧化反应:4OH⁻ – 4e⁻ → O₂↑ + 2H₂O,整体反应式为 2H₂O → 2H₂↑ + O₂↑。生成的氢气需经气液分离、干燥净化(去除水分与微量碱雾),最终可获得纯度 99.9% 以上的氢气,若搭配变压吸附(PSA)系统,纯度可提升至 99.999%,满足燃料电池级用氢需求。
从工艺特性来看,ALK 制氢的核心竞争力集中在三方面:一是成本优势,电极无需贵金属(如 PEM 制氢的铂),电解槽主体材质为不锈钢与工程塑料,设备投资成本仅为质子交换膜(PEM)电解槽的 1/3-1/2,当前商业化装置制氢成本(以电价 0.3 元 /kWh 计)约 18-25 元 /kg;二是运行稳定性,电解质溶液化学性质稳定,设备可连续运行 8000-12000 小时,故障率低于 2%,且对原料水水质要求较低(电导率<10μS/cm 即可,无需超纯水);三是负荷调节能力,可在 10%-110% 的负荷范围内稳定运行,响应速度约 10-30 秒,能适配风光电出力的间歇性波动,有效消纳弃风弃光电力。不过技术也存在短板:电流密度相对较低(常规装置约 0.2-0.4A/cm²,低于 PEM 的 1-2A/cm²),导致单位体积产氢量较小;产物需处理碱雾,后续净化环节增加少量成本;长期运行中电解质易损耗,需定期补充。
在应用场景中,ALK 制氢展现出极强的产业适配性:在风光电配套制氢领域,已成为主流技术,如国内库布其沙漠 100MW 风电制氢项目、新疆哈密 50MW 光伏制氢项目,均采用 ALK 电解槽,实现 “绿电 – 绿氢” 直接转化,单套装置规模可达 1000-5000Nm³/h;在工业脱碳领域,为钢铁、化工等行业提供绿氢,替代传统灰氢,例如宝武集团湛江钢铁 20MW ALK 制氢项目,可满足年减排 CO₂约 12 万吨需求;在储能领域,可与电网协同,利用低谷电价制氢,再通过氢能发电或工业用氢实现 “电 – 氢 – 电 / 热” 循环,缓解新能源消纳压力。此外,小型撬装式 ALK 制氢设备(产氢量 10-100Nm³/h)还可用于分布式加氢站、海岛能源补给等场景,规避长距离运氢难题。
当前,ALK 制氢技术已进入规模化推广阶段。国内方面,电解槽单机最大容量突破 2000Nm³/h,系统整体能效达 72%-78%,关键材料(如镍基催化剂、碱性隔膜)国产化率超 90%;全球范围内,德国西门子、挪威 Nel 等企业已推出标准化 ALK 制氢设备,单机规模最高达 3000Nm³/h。技术发展仍面临挑战:高电流密度下槽电压升高(需通过催化剂改性将槽电压控制在 1.8V 以下)、碱性隔膜寿命较短(当前约 3000 小时,目标提升至 8000 小时)、系统集成度待优化(需降低辅助设备能耗占比)。随着材料技术突破与规模化应用,预计未来 3-5 年,ALK 制氢成本可降至 15 元 /kg 以下,持续巩固其在绿氢制备领域的主流地位,为 “双碳” 目标实现提供核心技术支撑。